Вход на сайт
Поиск
Каталог продукции
Полезные материалы
Цулаги для сварки, цулаги для резки штапика, цулаги для усорезных пил
Цулага - это деталь, в какой-то мере повторяющая контуры ПВХ-профиля. Цулаги выполняют функции механической поддержки профиля, к примеру, при распиле штапиков, а при сварке цулаги формируют ровный шов.
Сварочные цулаги
Сварочные цулаги состоят из:
1. Рама
2. Створка
3. Крепление цулаг (кронштейн, сухари, уголки, спец.крепление)
4. Ножи
5. Базы
Сварочные цулаги изготавливаются как оригинальные на определенный станок, так и универсальные. Станки для сварки профиля ПВХ бывают одноголовые, двухголовые и четырехголовые. На выставках были представлены восьми- и шестнадцатиголовые машины, но пока они не нашли широкого практического применения.
Для сварки на одноголовой машине требуется две рамные цулаги и две створочные, на двухголовой - 4 рамные и 4 створочные, на четырехголовочной - 8 рамных и 8 створочных цулаг.
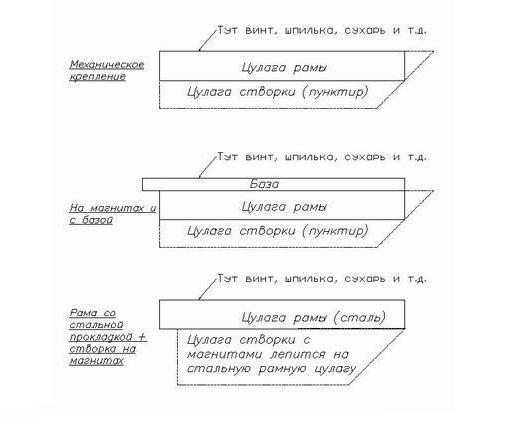
Рынок сварочных станков для производства ПВХ-окон в России отличается большим разнообразием, и для каждого станка мы изготавливаем свое крепление. Несмотря на разнообразие креплений (кронштейн, сухари, уголки, спец.крепление), можно выделить 2 принципиальных типа закрепления цулаг. Первый способ - механический. Здесь цулага привинчивается к площадке на станке винтами, вставляется в паз с помощью грибовидного выступа (сухарь), кроме того у многих станков имеется особый вид крепления, индивидуальный для каждой модели станка. Такие крепления могут быть весьма сложными, могут включать пружины, штифты и т.д.
Второй способ крепления - на магнитах. Цулага изготавливается со встроенными магнитами, и ее можно "приклеить" к стальной площадке станка. Этот способ крепления удобен в производстве, т.к. позволяет быстро переходить от сварки одного профиля к сварке другого. Однако не все станки производятся со стальной площадкой (ее еще называют подцулажником). В этом случае по желанию клиента иметь цулаги с магнитным креплением мы делаем стальную базу - брусок, который крепится к станку, а сами цулаги примагничиваются к базе.
Наконец, есть третий способ крепления, комбинированный (бутерброд, матрешка). Рамная цулага стальная (или алюминиевая, но с встроенными стальными пластинами) крепится к станку механически, а створочная выполняется с магнитами и прилепляется к рамной. Плюс этого способа состоит в том, что рамные цулаги не снимаются и не перенастраиваются, если сварка рам закончена и надо сваривать створки. Достаточно поставить створочные цулаги прямо на рамные.
Помимо цулаг, разработанных специально для конкретных моделей станков, мы производим универсальные цулаги. Такие цулаги подходят к определенному списку станков, поставляются нами централизованно на фирмы-производители профилей. Установка таких цулаг требует профессиональных знаний, технических спецсредств и производится специалистами этих фирм.
Покрытие
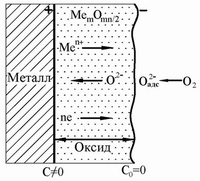
Все цулаги, производимые нашей компанией, имеют покрытие. О том, что такое покрытие и зачем оно нужно, мы сейчас и расскажем. Итак, для чего же нужно покрытие? Алюминий и его сплавы при длительном использовании и трении о пластик начинают его пачкать. На профилях после контакта с цулагами появляются черные полосы. Второй момент - это механическая прочность и долговечность. При длительном использовании контуры цулаги стачиваются, и через несколько лет изделие уже не обеспечивает должное качество готовых окон. Можно конечно делать цулаги из дорогих сплавов, но наиболее выгодный и надежный способ повышения износоустойчивости - покрытие. Поверхность покрывается тонким, но прочным слоем оксида. Рассмотрим подробнее его свойства.
Свойства оксидных пленок
Оксидная пленка состоит из смеси аморфной окиси алюминия. Удельный вес пленки равен 2,79...3,25 кгс/м3 . Внешний вид, окрас и однородность пленки зависит от состава и состояния алюминиевого сплава. Твердость пленки по шкале Мооса составляет 7...9. Пленки обладают значительной хрупкостью. Эта хрупкость не позволяет применять аноднооксидированные детали в условиях ударных нагрузок. Теплопроводность пленки ниже теплопроводности алюминия. Толщина пленки 5...15 мкм.
Штапикорезы
Для того, чтобы надежно зафиксировать стеклопакет в оконной раме/створке, его закрепляют штапиками. Бывают штапики для одинарного, двойного и тройного остекления. В связи с этим они имеют разные размеры и конфигурацию. Перед тем, как закрепить штапики в оконной конструкции, их надо отрезать под определенным углом (как правило 45°) на длину, определенную замерщиком. Для качественного распила штапиков с нужной точностью применяются штапикорезные станки и, соответственно, штапикорезные цулаги.
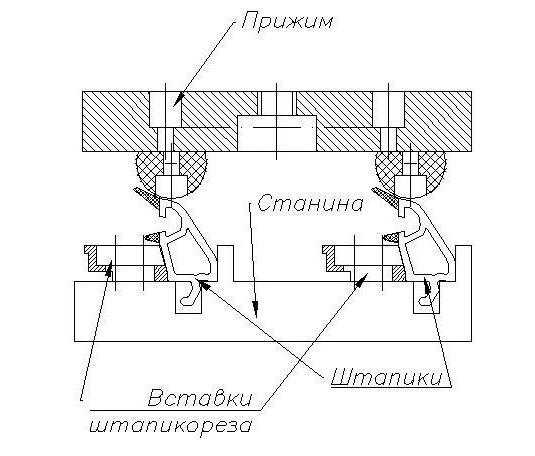
Цулаги для штапикорезных станков состоят из:
- Двух станин
- Различного количества вставок
- Двух прижимов
Станины по размерам соответствуют длине и ширине площадки на станке. Так как у разных станков эта площадка имеет разные габариты, то и цулаги на каждый станок свои. Толщина станин тоже может отличаться и зависит она от такого понятия, как нульмасс. Нульмасс - это высота, на которой сходятся пильные диски. Один диск отпиливает тело штапика, а другой его ус. На многих станках нульмасс регулируется, но если на производстве работают с разными профилями и, соответственно, разными цулагами, то лучше, чтобы нульмасс у всех цулаг был одинаковый, чтобы не перенастраивать станок каждый раз.
Станины крепятся к площадке станка механически. Они могут прикручиваться винтами, насаживаться на штифты или крепиться другим способом. Это зависит от модели станка.
Прямо на станины крепятся продольные бруски - вставки. Они нужны, чтобы как следует зафиксировать штапик, чтобы он не съехал под давлением пильных дисков. Вставки, если посмотреть с торца, повторяют контур штапика. Так как у разных профильных систем разные штапики, то и вставки отличаются, отличается и их количество. Если на одну оконную систему достаточно всего одной вставки, и она подойдет для распила всех артикулов - будь то одиночное стекло или тройной стеклопакет, то на другую под каждый штапик нужна своя вставка из-за того, что все штапики сильно отличаются друг от друга.
Вставки различаются по типу крепления к станине. Самый частый способ - вставка прикручивается к станине. Плюс этого способа - возможность отрегулировать и настроить расположение вставки. Ведь, как известно, многие профильные системы грешат плохой точностью исполнения, и штапик одного и того же артикула может отличаться по ширине в зависимости от партии. В таком случае можно немного придвинуть вставку к штапику или отодвинуть от него. Второй способ - быстросъемные вставки. Такие вставки насаживаются на станину с помощью штифтов, они очень удобно и быстро меняются, но нельзя их подвинуть.
Еще одна деталь штапикореза - это прижим ("верхняя контрпластина"). Прикрепляется сверху, над станиной со вставками, на пневматических цилиндрах механически или с помощью винтов. Конфигурация и материал прижимов разный, это зависит от штапиков. Самый востребованный вариант - алюминиевая пластина прижима с прикрученными полукруглыми брусками из мягкого материала, например капролона.
Популярное

Фрезы KBE: рама, створка, импост

Подводные камни производства оконных конструкций

Yilmaz CK 410/411 и другие штапикорезы, цулаги

Шаблоны для сверления

Отправьте заявку через на электронную почту, и наш специалист свяжется с вами в ближайшее время.
|
|